¶ Mode d'emploi de la cnc SIEG KX1 "Charlottes aux fraises" et du logiciel Mach3
Cette machine a été batisée "Charlottes aux fraises"
Surface utile de fraisage 290*105 mm
Vitesse max de déplacement: 2000mm/min
Vitesse de rotation de la fraise 100-7000 tour/min
¶ Démarrage de la fraiseuse
- Branchement de la prise sur le rallonge.
- Tournez le power switch (le voyant s'allumera en vers).
- Vérifiez que le bouton d'arrêt d'urgence est dés-enclenché.
- Ouvrez sur le pc le logiciel de contrôle Mach3
¶ Prise en main du logiciel Mach3
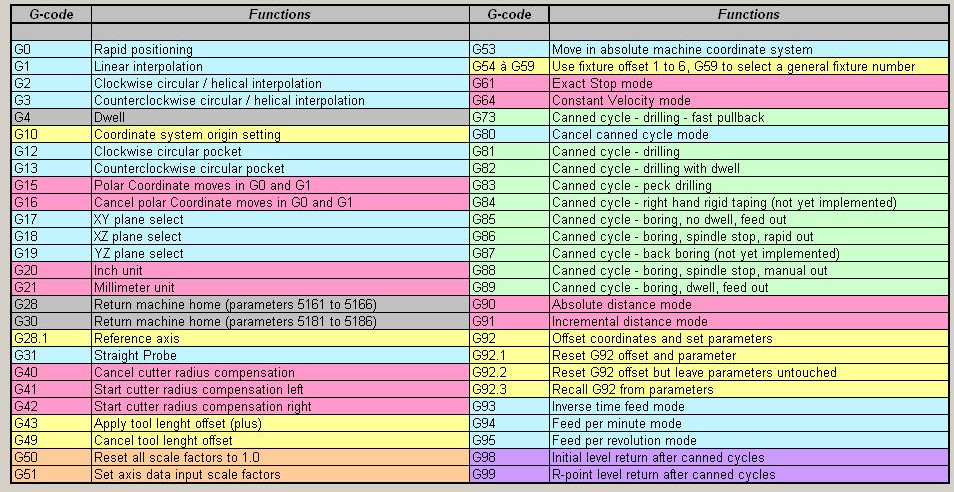
La fraiseuse est contrôlée par le logiciel Mach3 du langage Gcode.
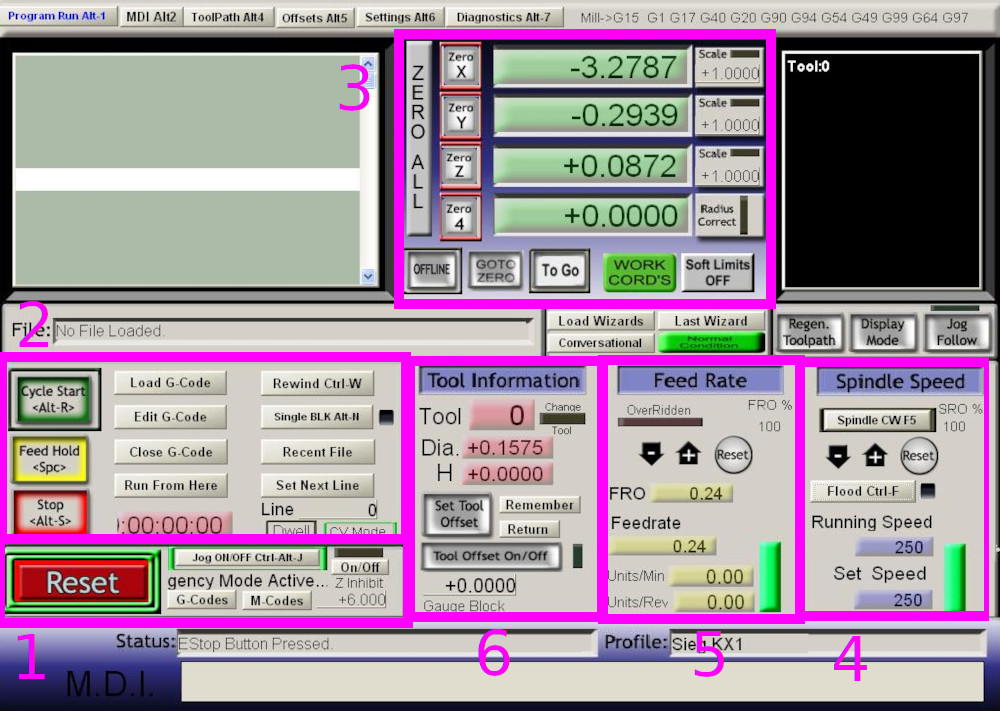
¶ Présentation générale
A chaque démarrage du logiciel, il faut cliquer sur le bouton rouge Reset (en bas à gauche).
Ce bouton clignote Rouge/Vert ensuite il passe au vert. Mach3 est prêt pour l'action!
¶ Les déplacements manuels (JOG)
Pour pouvoir déplacer la fraise, vérifiez que dans la zone 1 de l'écran (image ci-dessus) le bouton reset est en vert et que le bouton jog ON/OFF est en vert aussi.
Controle manuel
utlise les flèche du clavier <- -> pour se déplacer suivant l'axe Y
utlise les flèche du clavier bas et haut pour se déplacer suivant l'axe X
utlise les touches a et z pour se déplacer suivant l'axe Z
Pour afficher plus de contrôle, cliquez sur la touche TAB pour faire apparaitre ce panneau à droite
Le slow jog rate permet d'augmenter ou de diminuer la vitesse de déplacement par rapport à la vitesse max de déplacement, c'est à dire 2000 mm/min.
exemple 50% donne 1000 mm/min
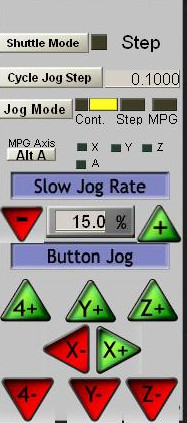
¶ Types de déplacement
Le mode de déplacement peut être continu (cont), pas à pas (step) et joystick (MPG).
- Le mode Continu (cont): l'axe choisi se déplacera aussi longtemps que vous maintiendrez la touche appuyée. La vitesse de déplacement est réglée par le pourcentage de la vitesse lente (slow jog rate).
Si vous enfoncez la touche Maj lors d'un déplacement, alors celui-ci s'effectuera à 100%
- Le mode de pas à pas (step): chaque appui sur une flèche déplacera l'axe de la distance indiquée dans le (cycle jog step).
Pour modifier la valeur du pas clique sur le bouton cycle jog step
- Le mode manivelle (MPG): Un joystick peut être connecté à Mach3. Mais on ne l'a pas!
¶ Actionner la fraise
C'est la zone 4 de l'écran (spindle speed) qui gère ça (voir la première image)
- le bouton
spindle CW F5active la rotation de la fraise. - les flèches +/- en noir contrôlent la vitesse de rotation de la fraise.
¶ Exécuter un programme Gcode
La machine ne parle pas français! Elle parle le Gcode, et on utilise Mach3 pour la piloter. Ce Gcode devra donc être généré avec un processeur Mach3 et non GRBL comme sur nos autres machines.
¶ Définition du zéro, première étape
C'est une étape primordiale qui permet de poser l'origine du repère.
"Tout mouvement est relatif"
Le grand philosophe Idir LOUDAOUI (c'est moi 🤣)
D'abord déplacez manuellement la machine à l'endroit souhaité. Ensuite cliquez sur ZERO ALL (c'est dans la partie 3 de l'ecran)
Pour le zéro de l'axe Z, palpez soigneusement la face supérieure de la pièce à usiner.
Pour tout déplacement suivant l'axe Z, n'oubliez pas d'actionner la fraise avant pour éviter une case de la fraise
¶ Quelques instructions de base
Dans la partie MID (en bas de l'écran) vous pouvez écrire votre code.
Exemple:
EcrireG0 X5 Y3 Z10puis la touche entrer.
Ceci va déplacer la fraise à vitesse maximale aux cordonnées (5,3,10) c'est en mm
Pour revenir au zero, cliquez surgo to zero(c'est dans la partie 3 de l'ecrant)
Le codeG1 X5 Y3 Z10 F400va déplacer la fraise aux mêmes cordonnées qu'avant mais à la vitesse 400 mm/min
Vous pouvez aussi téléverser un fichier Gcode (c'est dans la partie 2 de l'ecran)
¶ Tout ce que vous pouvez faire avec le mach3
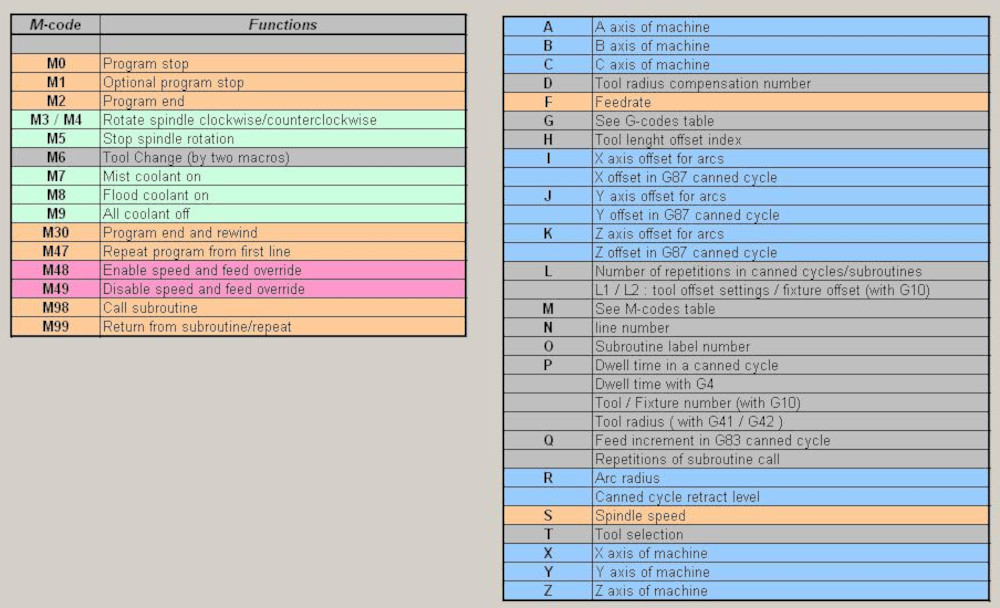
M3permet d'activer la rotation de la fraise
etM3 S1000permet de changer la vitesse de rotation à 1000 tour/min.
¶ Liens utiles pour générer le Gcode
Générer du GCODE à partir de FreeCad
Générer du GCODE à partir de INKSCAPE, la doc du Funlab de tours
¶ Quelques remarques & Erreurs classiques
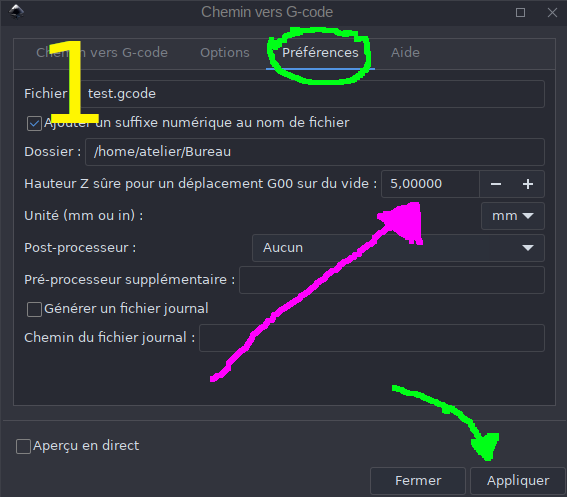
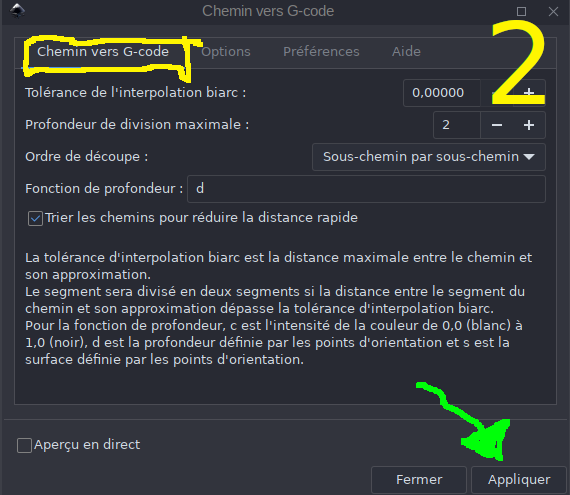
Dans le tuto d'INKSCAPE après avoir fait ça:
N'oubliez pas de revenir sur l'ongletChemin vers Gcodepour générer le Gcode:
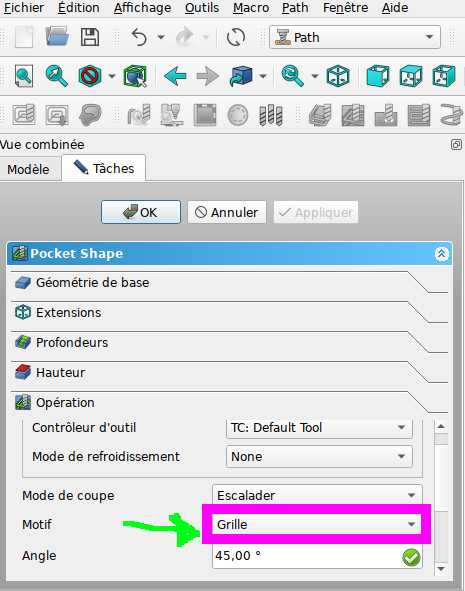
Dans le tuto de FREECAD le motif par défaut est le zigzag, changez le à grille pour un redu plus net.
¶ ressource utile
https://www.youtube.com/watch?v=Ec1XlUa_gvw
vitesse de la fraise et de coupe
https://www.youtube.com/watch?v=TQiyuyYkYwc