¶ Découpeuse laser USB DSP1060 - Mode d'emploi
¶ Important : la sécurité
L'accès à la découpeuse laser est possible uniquement après avoir suivi la formation d'initiation qui vous donnera les éléments de sécurité ainsi que les bases du fonctionnement de la machine. Inscrivez vous sur le registre du Fablab ou contactez nous sur le chat Mattermost de l'atelier.
La machine ne doit pas être utilisée sans surveillance, vous devez rester à côté. Risque d'incendie !
C'est malheuresement arrivé dans d'autres ateliers...

Avertissement !! PVC = DANGER
Tout les matériaux contenant du CHLORE doivent absolument être évités. Le gaz produit est mortel !
Par exemplele Polychlorure de vinyle (PVC) (Rigide : Tuyaux de canalisation / Souple : Laniere de porte, Revetement de sol / Expensé : Plaque), plaque de PVC utilisée pour le collage de photo
Vidéo explicative
¶ Mise en oeuvre pas à pas de la découpeuse laser

¶ Vérifications de sécurité
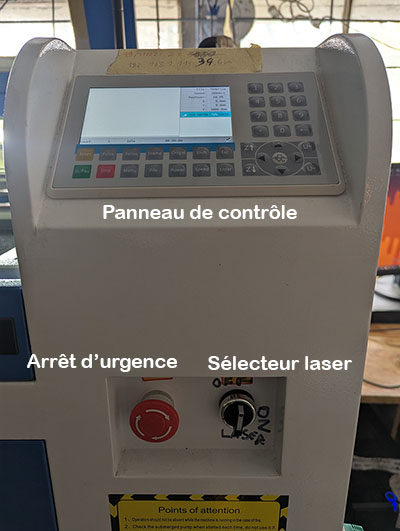
- Positionner le sélecteur du laser sur OFF
- Vérifier que les tuyaux d'évacuation des fumées soient bien positionnés avec une extrémité donnant à l'extérieur du local
- Vérifier que tous les capots de maintenance devant et derrière la machine soient bien fermés
- Vérifier que le contacteur du capot supérieur soit correctement placé pour détecter l'ouverture du capot
- S'assurer que le matériau à découper ou graver ne contient pas de chlore (PVC interdit !)
- Repérer le bouton d'arrêt d'urgence et l'extincteur le plus proche
¶ Mise sous tension
- Branchement de la prise multiple sur le mur
- Démarrage du PC sur la session Windows
- Vérifier que le bouton d'arrêt d'urgence n'est pas enfoncé. S'il est enfoncé, tourner le bouton pour le relacher
- Allumer la prise multiple sous la laser : la machine se met en route et émet quelques bips, son écran s'allume, le chiller et la ventilation démarrent.
- S'assurer que le
Industrial chiller(refroidissement du laser) est allumé (lumière verte sous la laser) - Remplir le registre pour signaler l'utilisation
¶ Le réglage du focus (mise au point)
Pour que la découpe soit la plus fine et efficace, il est nécessaire que la surface de la plaque soit à une distance bien précise de la tête laser. La machine doit mesurer l'épaisseur de la plaque à découper pour positionner le plateau de telle sorte que la surface de la plaque soit à la bonne distance.
Ainsi, lors de chaque utilisation et à chaque changement d'épaisseur de plaque, il est nécessaire de faire le réglage du focus (mise au point).
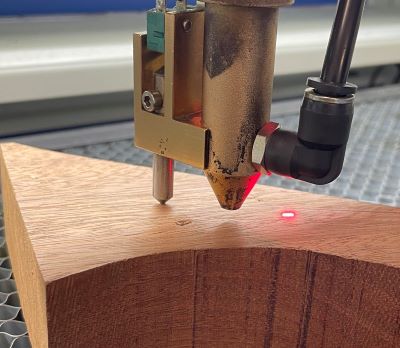
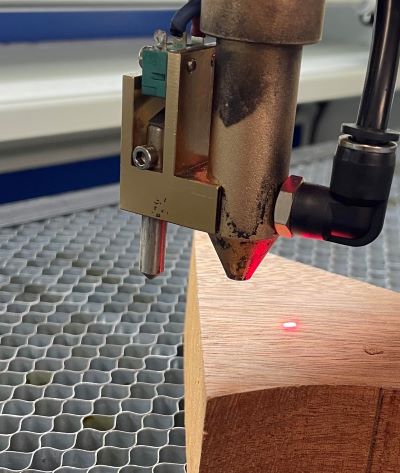
Pour cela, placer la plaque à découper sur le plateau et positionner la tête laser au dessus (touches X+, X-, Y+ et Y- du contrôleur). Le palpeur de la tête laser doit être au dessus de la plaque, sinon il y a un risque d'endommager la machine lors de la remontée du plateau.
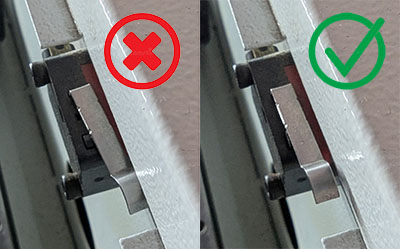
Position correcte de la plaque : le palpeur (pointe à gauche) est en face de la pièce. Il sera enfoncé lors de la remontée du plateau et permettera de correctement redescendre le plateau à la distance optimale de la tête laser.
Position incorrecte de la plaque : le palpeur (pointe à gauche) n'est pas en face de la pièce et n'arrêtera pas la montée du plateau, qui viendra buter et endommager la tête laser.
Ensuite, appuyer sur le bouton "Focus" du panneau de contrôle. Le plateau va remonter jusqu'à ce que la pièce touche le palpeur. Ensuite, le plateau redescend à la bonne distance selon l'épaisseur de la plaque. En cas de problème, appuyer sur le bouton "Stop" ou le bouton d'arrêt d'urgence.
¶ Dessiner son plan ou importer son fichier
Les découpeuses laser sont pilotés par le logiciel propriétaire RDWorks, disponible uniquement sur Windows et installé sur le PC.
Lancer RDWorks.
Il est possible de dessiner son plan directement dans RDWorks avec les outils basiques inclus.
Les possibilités étant limitées, il est aussi possible d'importer un fichier provenant de différentes sources :
- Dessin réalisé dans un logiciel de CAO tel que LibreCad (logiciel libre et gratuit installé sur l'ordinateur), FreeCad ou AutoCad enregistré en .dxf
- Plan ou dessin vectoriel téléchargé sur internet (liste de sites web utiles sur la page présentation de la découpeuse laser, section "Ressources utiles") et enregistré en .dxf.
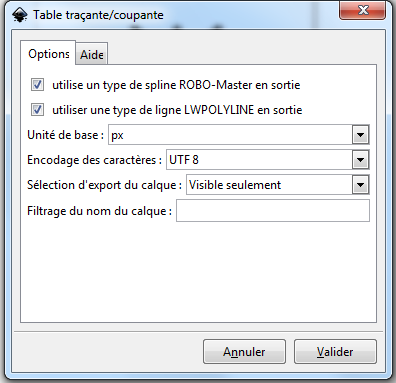
- Export dxf depuis un logiciel de dessin vectoriel InkScape (logiciel libre et gratuit installé sur le PC) ou Adobe Illustrator. Dans ce cas, attention à l'échelle qui peut ne pas être la bonne. Depuis Adobe Illustrator, l'unité de base en
mmdonne la bonne échelle sur RDWorks. Depuis InkScape, enregister son fichier en dxf, passer en unité de bassepxlors de la deuxième fenêtre d'enregistrement TODO --> à tester et à corriger
Tutoriel vidéo en français sur le dessin et l'import dans RDWorks
¶ Choisir les paramètres de découpe
Dans RDWorks, les paramètres de découpe sont règlés pour chaque couleur de dessin. Il est possible de faire cohabiter plusieurs types de tracé : découpe, gravure fine, aplats... dans un même fichier. A chaque couleur, correspond un réglage.
On retrouve ces paramètres dans le tableau à droite, onglet Work, et dans la fenêtre accessible par double clic sur un élément du tableau. Les paramètres sont :
Output:Nopour ignorer la couleur,Yespour la découperSpeedvitesse de déplacement (plus elle est lente, mieux cela coupe, mais plus la découpe prendra du temps)Repeat numnombre de passes (nombre de passages successifs améliorant l'efficacité, 2 ou 3 passages signifie découpe 2 à 3 fois plus lente et parfois plus de traces de brulé).Mode:Cutpour un tracé (découpe ou gravure) ouScanpour un aplat (n'a de sens que pour une gravure)Powerpuissance du laser (en % de sa puissance maximale), mettre la même valeur dans min et max
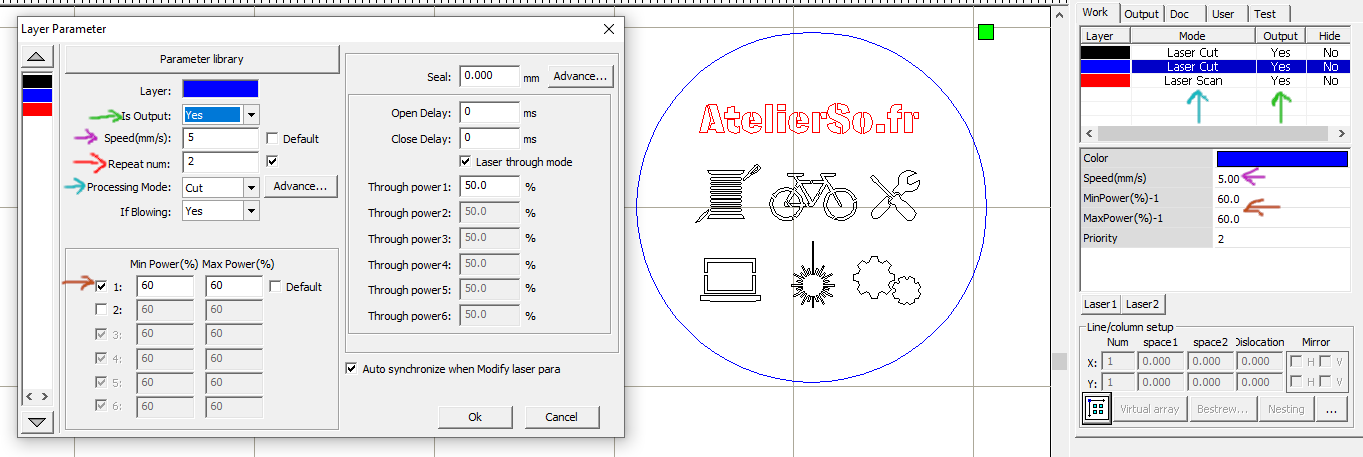
Dans l'exemple ci-dessus, 3 couleurs sont définies :
- Noir, pour graver un tracé (
Cut, faible puissance ou haute vitesse) - Bleu, pour découper la pièce (
Cut, forte puissance et basse vitesse) - Rouge, pour graver un aplat (
Scan, faible puissance ou haute vitesse)
Ces paramètres sont différents en fonction du type de travail souhaité (gravure ou découpe), du matériau et de son épaisseur. Ils peuvent aussi varier d'un jour à l'autre fonction de la température, de l'état de la machine, de l'humidité du bois. Il existe des pré-reglages enregistrés par d'autres utilisateurs dans RDWorks Parameter library mais ceux si sont à affiner à chaque utilisation.
Pour déterminer les paramètres de coupe, référez vous à la page dédiée : paramètres de coupe de la découpeuse laser.
A l'ouverture d'un fichier .dxf par RDWorks, les paramètres de découpe associés aux couleurs sont reprise du dernier fichier ouvert. Il faut donc les paramétrer pour son usage. Le nombre de passes n'étant visible que dans la fenêtre de paramètres et non dans le tableau, il est souvent oublié.
Ne jamais dépasser 90% pour la puissance de travail.
Sur notre découpeuse, la puissance optimale de découpe est 60%, il est inutile d'aller au-delà.
Lors de la découpe, vérifier que l'ampérage ne dépasse jamais les 40mA

¶ Lancer la découpe ou gravure
Le logiciel et la découpeuse sont paramétrés avec une origine relative de la découpe en haut à droite du dessin (carré vert sur RDWorks). L'origine étant relative, la position actuelle de la tête laser sera considérée comme étant le carré vert de RDWorks. Ce paramètre correspond à Position: Current Position.
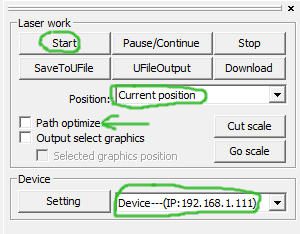
Vérifier les paramètres du panneau en bas à droite laser work :
Position: Current PositionPath optimizedécochéDevice---(IP:192.168.[...])
Les utilisateurs avancés peuvent choisir de modifier ces paramètres. Merci de remettre les valeurs proposées ici après utilisation.
- Placer la tête laser dans le coin au fond à droite de votre plaque (correspondant au carré vert de RDWorks) avec les touches ▲▶▼◀
- Mettre le sélecteur laser sur ON
- Lancer la découpe à parir du logiciel : bouton
Start - Rester à proximité de la découpeuse pendant son utilisation et soyez prêt à intervenir en cas de pépin (bouton d'arrêt d'urgence).
Il ne doit pas y avoir de flamme qui se forme au niveau du faisceau laser sur la matière
S’il y en a, il doit y avoir un soucis sur le air assist → attention risque de feu et d’encrassement des optiques et de la machine. Ne pas insister et signaler le soucis
¶ En fin d'utilisation
- Mettre le laser sur OFF
- Eteindre la multiprise sous la laser
- Supprimer ou ranger les fichiers sur l'ordinateur
- Eteindre l'ordinateur
- Débrancher la multiprise du mur
- Ranger et nettoyer le bureau, l'intérieur de la découpeuse, ranger ou jeter les chutes et vider la poubelle si nécessaire
¶ Pour aller plus loin
¶ Maintenance
La découpeuse nécessite de l'entretien (nettoyage des optiques, du système d'aspiration, alignement des miroirs...) pour fonctionner de façon optimale et découper plus rapidement. Les utilisateurs réguliers sont invités à participer à cet entretien.
De nombreuses ressources et projets de maintenance sont visibles sur la page de présentation de la découpeuse laser. Maintenir la machine, c'est aussi mieux la connaître et l'utiliser plus efficacement. Pour entrer en contact avec les autres utilisateurs réguliers, rejoins nous sur le chat Mattermost de l'atelier.
¶ Plus d'informations sur le focus
- Tout comprendre sur le focus d'une découpeuse laser avec cette vidéo très bien faite (en anglais).
- Pour de la gravure, on peut souhaiter avoir un faisceau laser plus large et moins puissant. Il peut donc être intéressant de descendre le plateau afin d'éloigner la pièce du laser, permettant de graver "hors focus" un trait plus épais. Pour cela, effectuer le focus puis descendre de plusieurs dizaines de mm le plateau avec la touche Z↓ du contrôleur sur la machine.
- Lors de la découpe de matériaux épais (5 ou 6mm), on peut vouloir le focus à l'intérieur du matériau et pas à sa surface, pour que le faisceau soit plus concentré sur toute l'épaisseur. Pour cela, effectuer le focus, noter la position Z sur l'écran puis monter le plateau de 2 ou 3mm avec les touches Z↑ et Z↓ du controleur (la valeur Z doit être plus petite que la valeur au focus).
- L'autofocus est actuellement réglé à 34.5mm (à confirmer)
¶ Puissance min et max
Le réglage de puissance prend 2 valeurs min et max. Pour une utilisation courante, utiliser deux fois les mêmes valeurs fonctionne bien. Mais il est possible de moduler la puissance du laser en fonction de sa vitesse de déplacement. En effet, dans les coins du tracé, la tête laser ira moins vite qu'en ligne droite. En spécifiant un min plus faible que le max, RDWorks réduira la puissance du laser quand la tête ralentira, c'est utile pour éviter d'avoir des coins brulés.
¶ Tutoriels et vidéos pour mieux utiliser la découpeuse laser
De nombreuses ressources sont dispobibles sur la page de présentation de la découpeuse laser, section "Ressources utiles".
¶ Problèmes les plus courants
La machine ne s'allume pas
La multiprise est elle bien branchée au mur ?
Le bouton d'arrêt d'urgence est il bien relaché ? S'il est enfoncé, le tourner pour le relacher.
Il y a beaucoup de fumée sous le capot, de plus en plus à mesure que la découpe progresse
Arrêter la découpe.
Vérifier que le système d'évacuation des fumées fonctionne correctement.
Si besoin, nettoyer les grilles du ventilateur orange.
Il y a beaucoup de fumée dans l'atelier
Arrêter la découpe.
Vérifier que les tuyaux d'évacuation des fumées aient bien une extrémité donnant à l'extérieur du local.
Une flamme est claierment visible lors de la déocupe
Arrêter la découpe
Essayer en baissant la puissance du laser
Vérifier le air-assist : en plaçant le doit sous la tête laser, on doit sentir un jet d'air.
La tête laser bouge bien, mais je ne vois pas de découpe ni gravure
Vérifier que le sélecteur du laser est bien sur ON
Le logiciel n'arrive pas à se connecter à la machine
Vérifier que le cable ethernet soit branché à la découpeuse
Vérifier que les différents switchs réseau de l'atelier soient branchés
Je n'arrive pas à accéder à internet depuis le PC de la découpeuse laser
Vérifier que les différents switchs réseau de l'atelier soient branchés
¶ Matériau autorisé
Le PMMA (Polyméthacrylate de méthyle), aussi appelé Plexiglas®, Altuglas® ou acrylique
Le bois
Le carton et le papier mais attention au départ de feu