¶ Paramètres de coupe de la découpeuse laser
L'accès à la découpeuse laser est possible uniquement après avoir suivi la formation d'initiation qui vous donnera les éléments de sécurité ainsi que les bases du fonctionnement de la machine. Inscrivez vous sur le registre du Fablab ou contactez nous sur le chat Mattermost de l'atelier.
¶ Généralités
Les paramètres de coupe sont les suivants :
- puissance du laser (en % de sa puissance maximale)
- vitesse de déplacement (en mm/s, plus elle est lente, mieux cela coupe)
- nombre de passes (nombre de passages successifs)
Ne jamais dépasser 90% pour la puissance de travail
Après de nombreux tests, l'efficacité de coupe optimale est obtenue à une puissance de 60% sur notre machine. Une puissance supérieure n'est pas plus efficace.
Une puissance inférieure à 20% ne sera pas suffisante pour allumer le laser. Si 20% est trop puissant, mettre une vitesse plus importante.
A chaque session d'utilisation, il est indispensable d'ajuster les paramètres de coupe en faisant des essais sur le matériau que l'on souhaite découper. D'un jour à l'autre, les paramètres peuvent varier en fonction de la température, de l'humidité, de l'encrassement des miroirs, du système d'aspiration...
Pour ces essais, dessiner dans RDWorks plusieurs petits carrés de 10x10mm, choisir une puissance de coupe à 60% avec une seule passe et faire varier la vitesse en se basant sur les données des tableaux ci-dessous. Lancer la découpe et vérifier le résultat. Si la plaque n'est pas bien coupée, mettre une vitesse plus faible. Si une vitesse de 4mm/s n'est pas suffisante, changer le nombre de passes à 2.
La découpeuse nécessite de l'entretien (nettoyage des optiques, du système d'aspiration, alignement des miéroirs...) pour fonctionner de façon optimale et découper plus rapidement. Les utilisateurs réguliers sont invités à participer à cet entretien.
Pour les pièces n'utilisant pas l'intégralité du plateau, faire les essais et la découpe dans la même zone du plateau. En effet, la découpe est plus efficace dans le coin au fond à gauche du plateau.
¶ Paramètrage de coupe constaté sur notre découpeuse laser
Si vous êtes satisfait d'une découpe, n'hésitez pas à renseigner vos paramèrtes de découpe dans ce tabelau.
| Matériau | Epaisseur | Puissance | Vitesse | Nb passes | Correction Z * | Date |
|---|---|---|---|---|---|---|
| MDF | 6mm | 60% | 4mm/s | 1 passe | -2mm | 27/02/25 |
| MDF | 6mm | 60% | 6mm/s | 2 passes | -2mm | 17/09/25 |
| MDF | 6mm | 60% | 6mm/s | 3 passes | 0mm | 31/03/26 |
| CP Okumé | 5mm | 60% | 8 puis 30mm/s | 1 puis 1 passes | 0 puis -5mm | 25/02/25 |
| CP Okumé | 5mm | 60% | 9mm/s | 2 passes | -2mm | 05/03/25 |
| Polystyrène expansé depoli | 2.5mm | 60% | 5mm/s | 1 passe | 0 | 17/09/25 |
* Correction Z : une valeur négative indique que le plateau est remonté par rapport au focus. Par exemple, une valeur de -2 signifie que le plateau a été remonté de 2mm, passant d'une valeur au focus de 34.5mm à une valeur à la découpe de 32.5mm. En pratique, remonter le plateau avec la touche "Z" du controlleur.
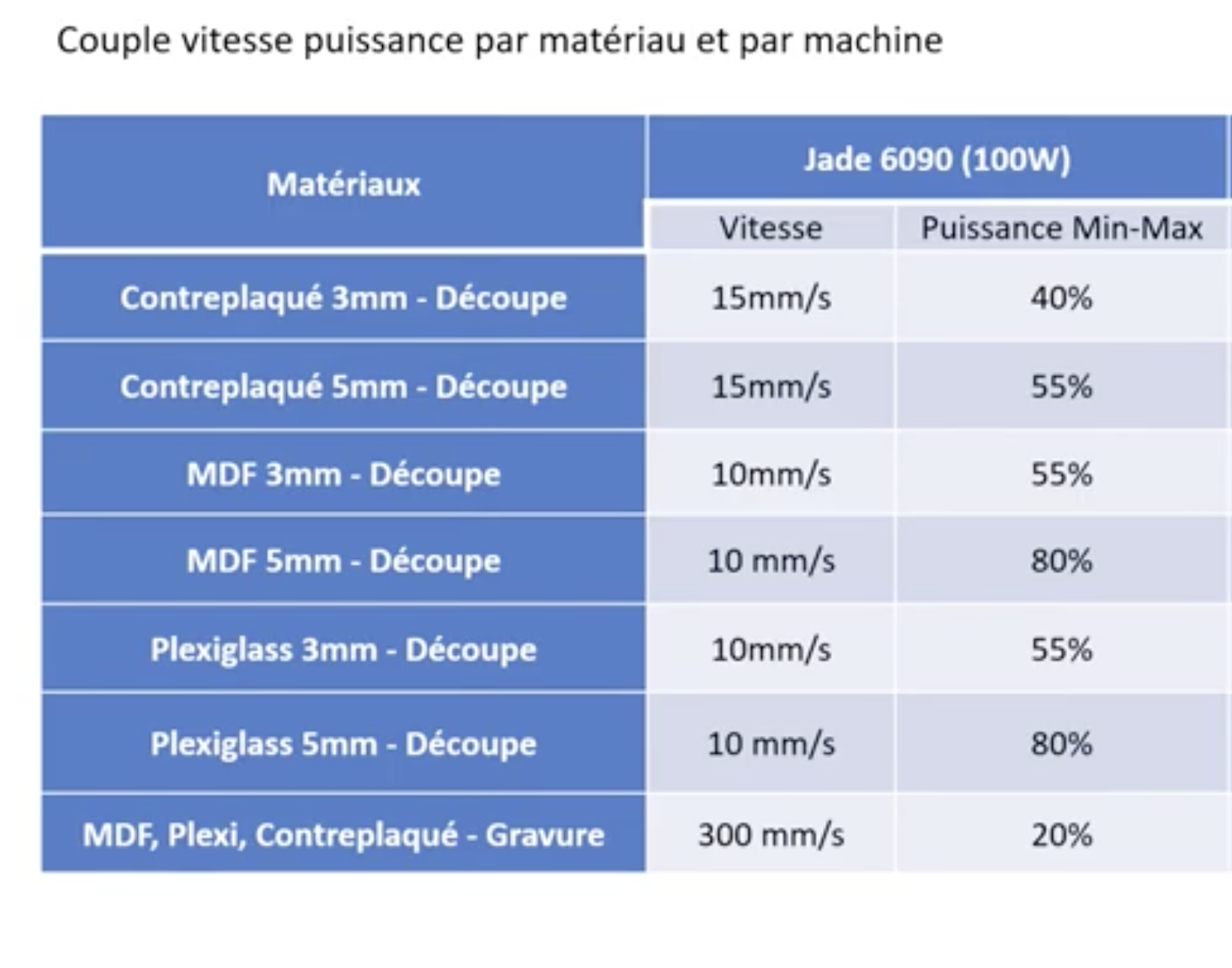
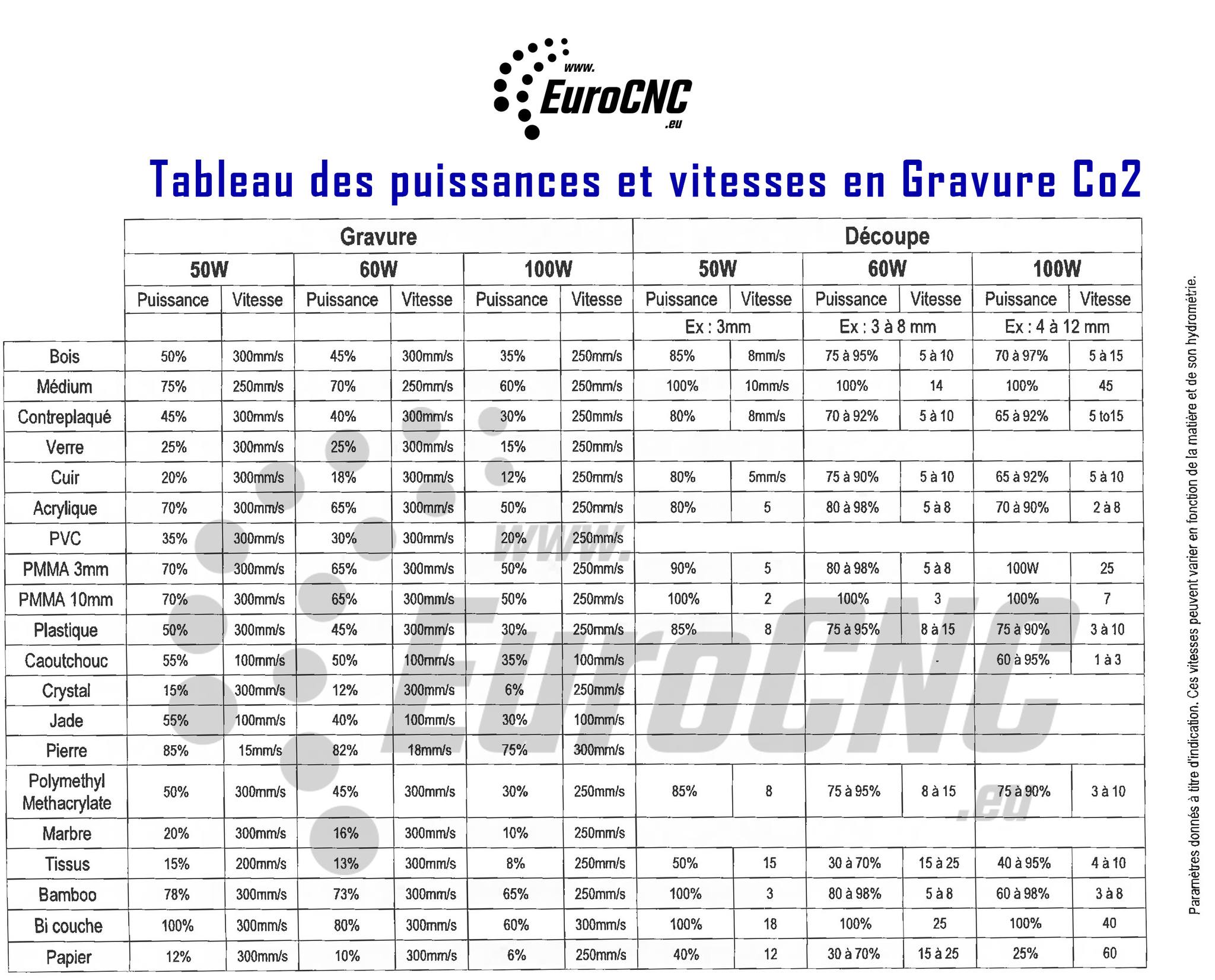
¶ Quelques exemples de paramètres de coupe d'autres fabricants pour donner une base
¶ Ressources
Couper du bois épais en deux passes : https://www.youtube.com/watch?v=DQXuzTTf2QE
Méthode pour découpe et gravure recto-verso avec notre matériel